Як ми знаємо, у галузі напівпровідників монокристалічний кремній (Si) є найбільш широко використовуваним і найбільшим за обсягом основним напівпровідниковим матеріалом у світі. В даний час більше 90% напівпровідникової продукції виготовляється з використанням матеріалів на основі кремнію. Зі зростанням попиту на пристрої високої потужності та високої напруги в сучасній сфері енергетики висуваються більш суворі вимоги до ключових параметрів напівпровідникових матеріалів, таких як ширина забороненої зони, напруженість електричного поля пробою, швидкість насичення електронами та теплопровідність. За цієї обставини широкозонні напівпровідникові матеріали представленікарбід кремнію(SiC) стали улюбленцями додатків з високою щільністю потужності.
Як складний напівпровідник,карбід кремніюнадзвичайно рідкісний у природі і зустрічається у вигляді мінералу муассаніту. В даний час майже весь карбід кремнію, що продається в світі, є штучно синтезованим. Карбід кремнію має такі переваги, як висока твердість, висока теплопровідність, хороша термостабільність і високе критичне електричне поле пробою. Це ідеальний матеріал для виготовлення високовольтних і потужних напівпровідникових приладів.
Отже, як виготовляються силові напівпровідникові пристрої з карбіду кремнію?
Яка різниця між процесом виробництва пристрою з карбіду кремнію та традиційним процесом виробництва на основі кремнію? Починаючи з цього номера, «Речі проПристрій з карбіду кремніюВиробництво» один за одним розкриє секрети.
I
Технологічний процес виготовлення пристрою з карбіду кремнію
Процес виробництва пристроїв з карбіду кремнію загалом схожий на процес виготовлення пристроїв на основі кремнію, в основному включає фотолітографію, очищення, легування, травлення, формування плівки, розрідження та інші процеси. Багато виробників силових пристроїв можуть задовольнити виробничі потреби пристроїв з карбіду кремнію, модернізувавши свої виробничі лінії на основі виробничого процесу на основі кремнію. Однак особливі властивості матеріалів з карбіду кремнію зумовлюють те, що деякі процеси у виробництві пристроїв потребують спеціального обладнання для спеціальної розробки, щоб пристрої з карбіду кремнію витримували високу напругу та великий струм.
II
Знайомство з модулями спеціального процесу карбіду кремнію
Спеціальні технологічні модулі карбіду кремнію в основному охоплюють ін’єкційне легування, формування структури затвора, морфологічне травлення, металізацію та процеси розрідження.
(1) Інжекційне легування: через високу енергію зв’язку вуглець-кремній у карбіді кремнію атомам домішок важко дифундувати в карбіді кремнію. При виготовленні пристроїв з карбіду кремнію легування PN-переходів може бути досягнуто лише шляхом іонної імплантації при високій температурі.
Легування зазвичай здійснюється за допомогою іонів домішок, таких як бор і фосфор, і глибина легування зазвичай становить 0,1 мкм ~ 3 мкм. Імплантація високоенергетичних іонів зруйнує структуру решітки самого матеріалу карбіду кремнію. Високотемпературний відпал необхідний для відновлення пошкодження решітки, спричиненого іонною імплантацією, та контролю впливу відпалу на шорсткість поверхні. Основними процесами є високотемпературна іонна імплантація та високотемпературний відпал.
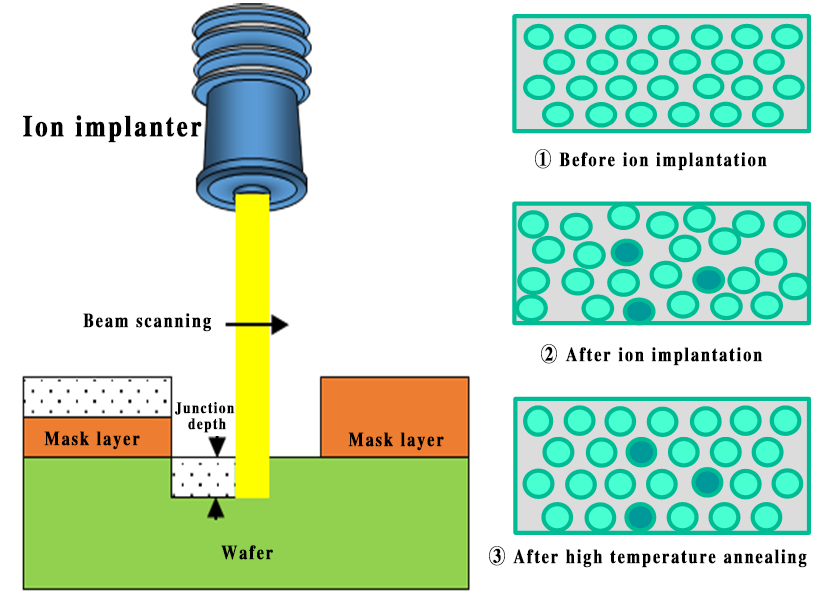
Рисунок 1. Схематична діаграма ефектів іонної імплантації та високотемпературного відпалу
(2) Формування структури затвора: якість інтерфейсу SiC/SiO2 має великий вплив на міграцію каналу та надійність затвора MOSFET. Необхідно розробити спеціальні процеси оксиду затвора та постокислювального відпалу, щоб компенсувати зв’язки на межі SiC/SiO2 зі спеціальними атомами (такими як атоми азоту), щоб відповідати вимогам до продуктивності високоякісного інтерфейсу SiC/SiO2 та високого міграція пристроїв. Основними процесами є високотемпературне окислення затворного оксиду, LPCVD і PECVD.
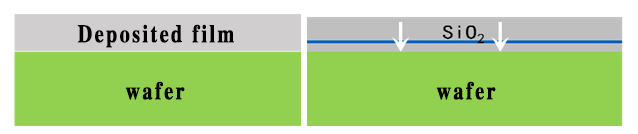
Рисунок 2. Принципова діаграма звичайного осадження оксидної плівки та високотемпературного окислення
(3) Морфологічне травлення: матеріали карбіду кремнію інертні в хімічних розчинниках, і точний контроль морфології можна досягти лише за допомогою методів сухого травлення; матеріали маски, вибір травлення маски, змішаний газ, контроль бічної стінки, швидкість травлення, шорсткість бічної стінки тощо повинні бути розроблені відповідно до характеристик матеріалів карбіду кремнію. Основними процесами є осадження тонкої плівки, фотолітографія, корозія діелектричної плівки та процеси сухого травлення.
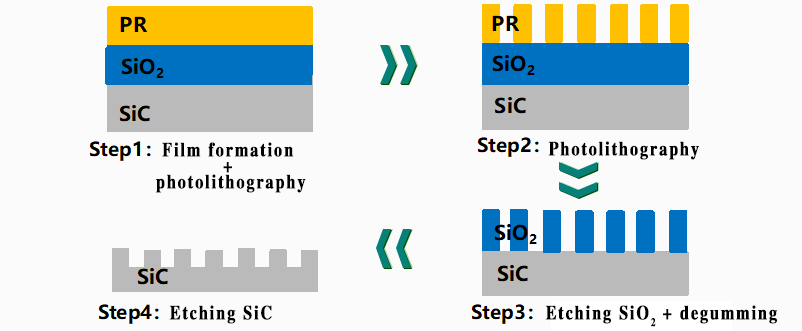
Рисунок 3. Принципова діаграма процесу травлення карбіду кремнію
(4) Металізація: Електрод джерела пристрою вимагає металу, щоб утворити хороший омічний контакт із низьким опором і карбідом кремнію. Це вимагає не тільки регулювання процесу осадження металу та контролю стану межі розділу контакту метал-напівпровідник, але також вимагає високотемпературного відпалу для зменшення висоти бар’єру Шотткі та досягнення омічного контакту метал-карбід кремнію. Основними процесами є металеве магнетронне розпилення, випаровування електронним променем і швидкий термічний відпал.
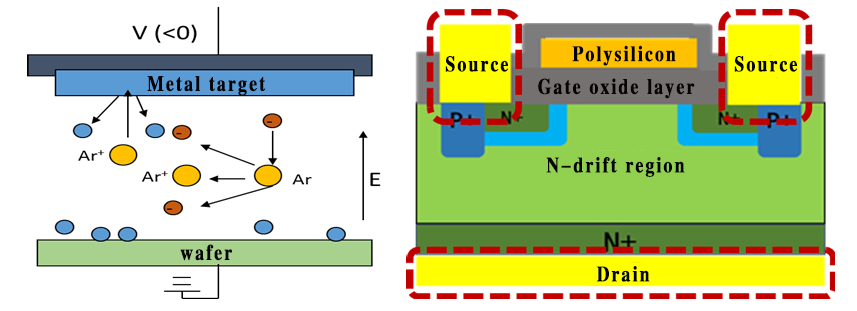
Рисунок 4 Принципова схема магнетронного розпилення та ефекту металізації
(5) Процес розрідження: матеріал карбіду кремнію має характеристики високої твердості, високої крихкості та низької міцності на руйнування. Його процес шліфування може спричинити крихке руйнування матеріалу, спричиняючи пошкодження поверхні та підповерхні пластини. Необхідно розробити нові процеси шліфування, щоб задовольнити виробничі потреби пристроїв з карбіду кремнію. Основними процесами є потоншення шліфувальних дисків, наклеювання та відшарування плівки тощо.
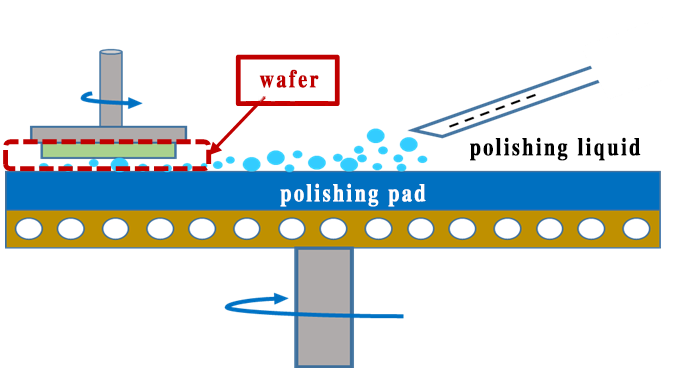
Рисунок 5 Принципова схема принципу подрібнення/розрідження пластин
Час публікації: 22 жовтня 2024 р