Напівпровідникові пристрої живлення займають ключову позицію в силових електронних системах, особливо в контексті стрімкого розвитку таких технологій, як штучний інтелект, зв’язок 5G і нові транспортні засоби, вимоги до продуктивності яких були покращені.
Карбід кремнію(4H-SiC) став ідеальним матеріалом для виготовлення високоефективних напівпровідникових силових пристроїв завдяки таким перевагам, як широка заборонена зона, висока теплопровідність, висока напруженість поля пробою, висока швидкість дрейфу насичення, хімічна стабільність і радіаційна стійкість. Однак 4H-SiC має високу твердість, високу крихкість, сильну хімічну інертність і високу складність обробки. Якість поверхні пластини підкладки має вирішальне значення для застосування великомасштабних пристроїв.
Таким чином, покращення якості поверхні пластин підкладки 4H-SiC, особливо видалення пошкодженого шару на поверхні обробки пластини, є ключем до досягнення ефективної обробки пластин із низькими втратами та високої якості підкладки 4H-SiC.
Експериментуйте
В експерименті використовується 4-дюймовий злиток 4H-SiC N-типу, вирощений методом фізичного переносу парів, який обробляється шляхом різання дротом, шліфування, грубого шліфування, тонкого шліфування та полірування, і фіксується товщина видалення поверхні C і Si і кінцева товщина пластини в кожному процесі.
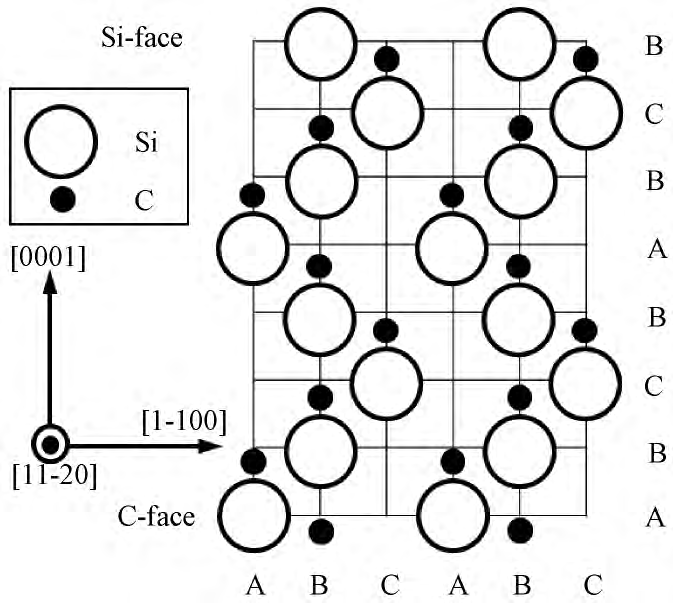
Рисунок 1. Схематична діаграма кристалічної структури 4H-SiC
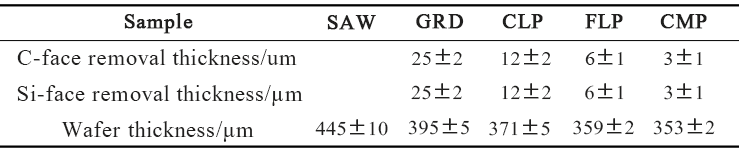
Малюнок 2 Товщина, видалена зі сторони C та Si-сторони 4H-SiC пластинапісля різних етапів обробки та товщини пластини після обробки
Товщина, морфологія поверхні, шорсткість і механічні властивості пластини були повністю охарактеризовані за допомогою тестера параметрів геометрії пластини, диференціального інтерференційного мікроскопа, атомно-силового мікроскопа, приладу для вимірювання шорсткості поверхні та наноіндентора. Крім того, рентгенівський дифрактометр високої роздільної здатності використовувався для оцінки кристалічної якості пластини.
Ці експериментальні етапи та методи випробувань забезпечують детальну технічну підтримку для вивчення швидкості зняття матеріалу та якості поверхні під час обробки 4H-SiC пластини.
За допомогою експериментів дослідники проаналізували зміни у швидкості видалення матеріалу (MRR), морфології поверхні та шорсткості, а також механічні властивості та якість кристалів 4H-SiC пластинина різних етапах обробки (різання дроту, шліфування, грубе шліфування, тонке шліфування, полірування).
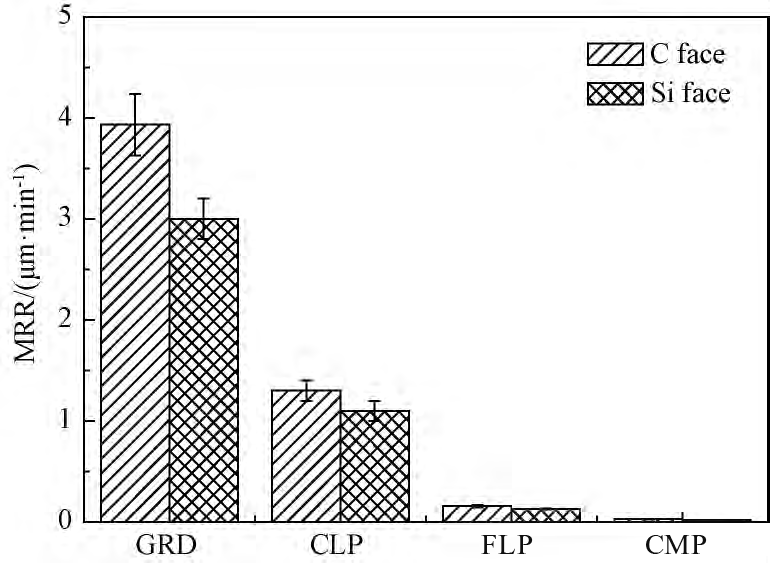
Малюнок 3 Швидкість видалення матеріалу C- та Si-граней 4H-SiC пластинана різних етапах обробки
Дослідження виявило, що через анізотропію механічних властивостей різних кристалічних поверхонь 4H-SiC існує різниця в MRR між C-гранями та Si-гранями за одного процесу, і MRR C-граней значно вище, ніж що Si-face. З удосконаленням етапів обробки морфологія поверхні та шорсткість пластин 4H-SiC поступово оптимізуються. Після полірування Ra поверхні C становить 0,24 нм, а Ra поверхні Si досягає 0,14 нм, що може задовольнити потреби епітаксіального росту.
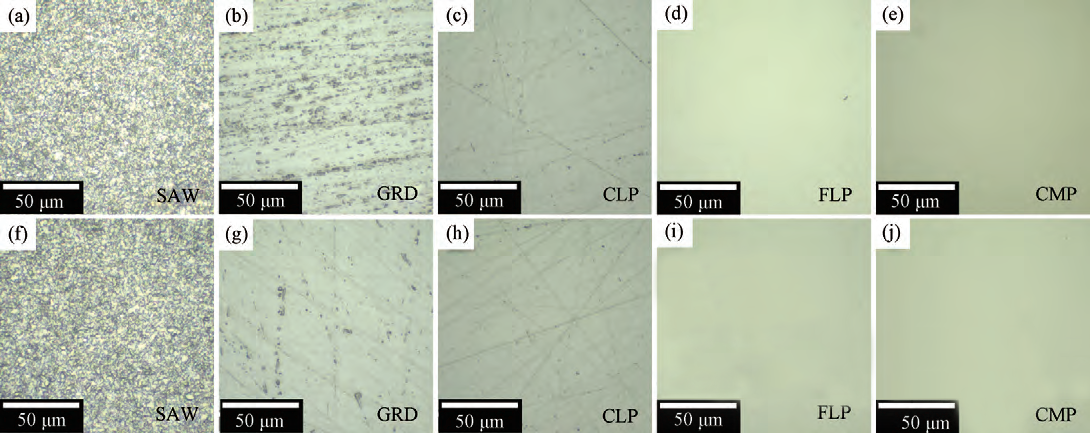
Рисунок 4 Зображення поверхні С (a~e) і Si (f~j) пластини 4H-SiC після різних етапів обробки за допомогою оптичного мікроскопа
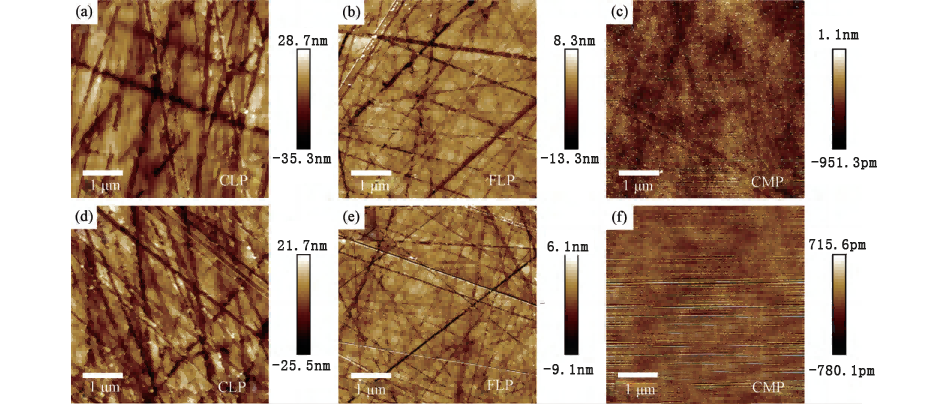
Рисунок 5. Зображення поверхні C (a~c) і Si (d~f) пластини 4H-SiC після етапів обробки CLP, FLP і CMP за допомогою атомно-силового мікроскопа
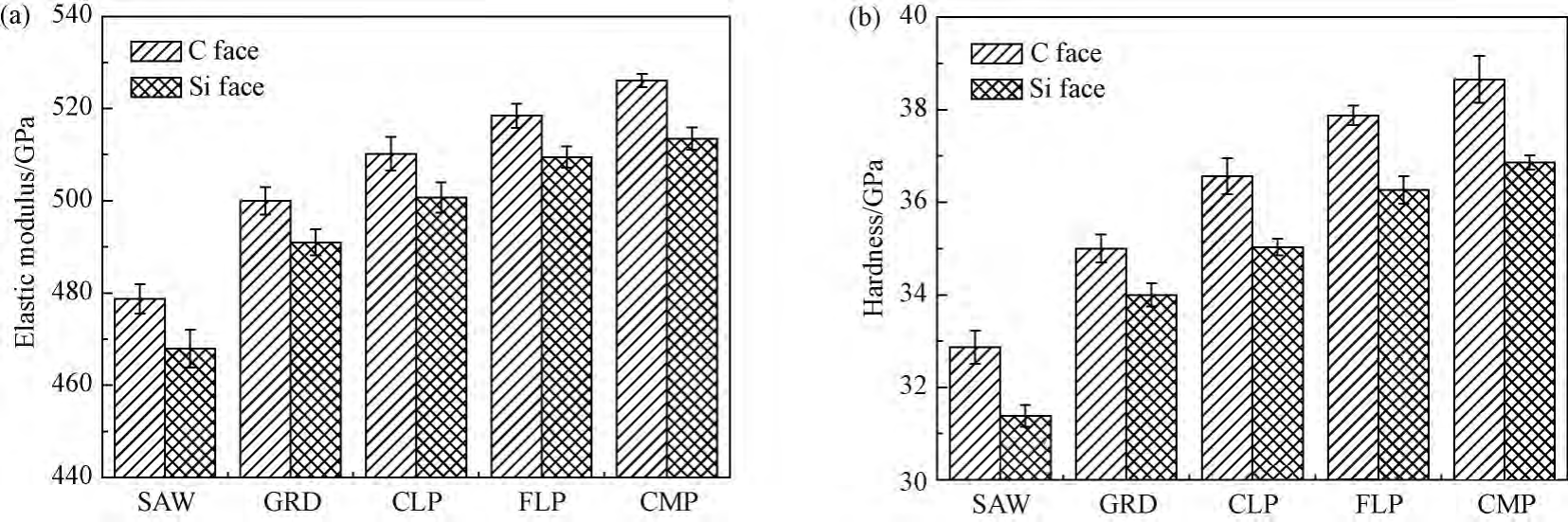
Рисунок 6 (a) модуль пружності та (b) твердість C-поверхні та поверхні Si пластини 4H-SiC після різних етапів обробки
Випробування механічних властивостей показує, що C-поверхня пластини має нижчу в’язкість, ніж поверхневий матеріал Si, більший ступінь крихкого руйнування під час обробки, швидше видалення матеріалу та відносно погану морфологію поверхні та шорсткість. Видалення пошкодженого шару на обробленій поверхні є ключем до покращення якості поверхні пластини. Ширина половини висоти кривої коливання 4H-SiC (0004) може бути використана для інтуїтивно зрозумілого та точного визначення та аналізу шару пошкодження поверхні пластини.
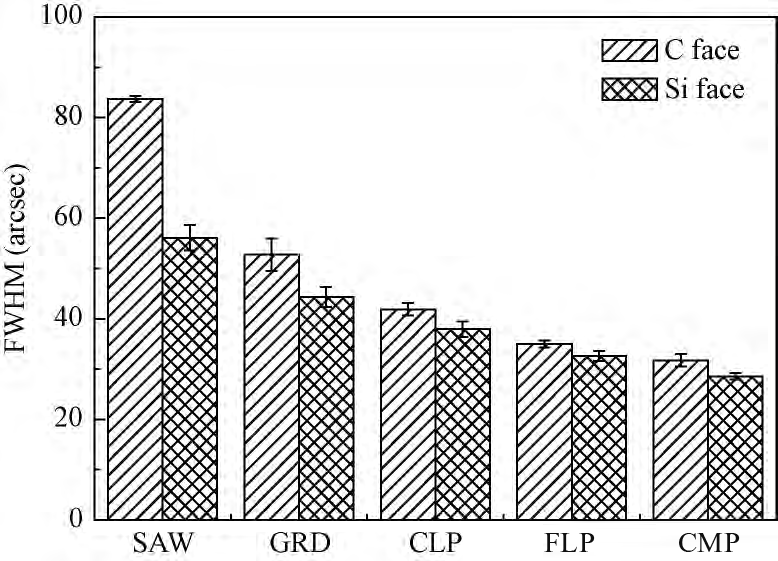
Рисунок 7 (0004) Напівширина кривої гойдання C-грані та Si-грані пластини 4H-SiC після різних етапів обробки
Результати дослідження показують, що пошкоджений поверхневий шар пластини можна поступово видалити після обробки пластини 4H-SiC, що ефективно покращує якість поверхні пластини та забезпечує технічну довідку для високоефективної обробки з низькими втратами та високої якості. пластин підкладки 4H-SiC.
Дослідники обробляли пластини 4H-SiC за допомогою різних етапів обробки, таких як різання дротом, шліфування, грубе шліфування, тонке шліфування та полірування, і вивчали вплив цих процесів на якість поверхні пластини.
Результати показують, що з просуванням етапів обробки морфологія поверхні та шорсткість пластини поступово оптимізуються. Після полірування шорсткість поверхні C і Si досягає 0,24 нм і 0,14 нм відповідно, що відповідає вимогам епітаксіального росту. С-подібна поверхня пластини має нижчу в’язкість, ніж Si-образний матеріал, і більш схильна до крихкого руйнування під час обробки, що призводить до відносно поганої морфології поверхні та шорсткості. Видалення поверхневого пошкодженого шару обробленої поверхні є ключем до покращення якості поверхні пластини. Напівширина кривої коливання 4H-SiC (0004) може інтуїтивно та точно охарактеризувати шар пошкодження поверхні пластини.
Дослідження показують, що пошкоджений шар на поверхні пластин 4H-SiC можна поступово видалити за допомогою обробки пластин 4H-SiC, ефективно покращуючи якість поверхні пластини, забезпечуючи технічну довідку для високої ефективності, низьких втрат і високої ефективності. якісна обробка пластин підкладки 4H-SiC.
Час публікації: 08 липня 2024 р